11
This basic model was solved, using the optimization package OMP (Beyers & Partners (1993))
and resulted in the optimal solution listed in figure 2, with objective function value of 277,620
dollars. Figure 3 shows the inventories and backorders of the optimal solution.
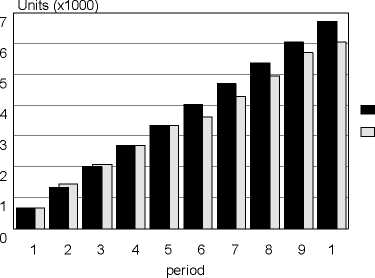
Cumulative capacity
Cumulative demand
Figure 1: Cumulative demand versus cumulative capacity
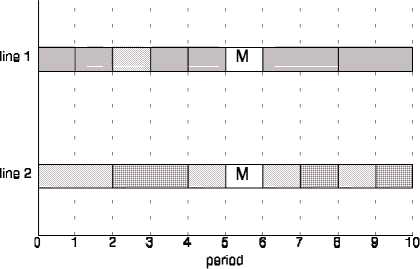
□product 1
□product 2
□product 3
□product 4
□product 5
∣M] maintenance
□idletime
Figure 2: Optimal schedule for basic scenario
The three other scenarios referred to earlier, are summarized table 6.
In the first scenario, the setup costs of product 1 were increased to 3,000 dollars. As expected, the
original optimal solution remained unchanged, because the increase in setup costs does not
exceed the backorder costs of products 2 and 3 that would be rescheduled to save one setup of
product 1. These results further validate our model.
The second scenario reduces the capacity of the second (cheaper) production line by 50%,
resulting in a drastic increase in the number of backorders. Again, this result is to be expected,
and is listed in table 7. Note that the model chose to give priority to the product with the highest
total demand. The objective function value rose to 443,960 dollars. The third scenario then
consisted of increasing the backorder costs of product 1. One would expect that in this case the
model would try to avoid shortages of this product, which resulted. The total costs amounted to
334,270 dollars.
More intriguing information
1. Constrained School Choice2. Implementation of the Ordinal Shapley Value for a three-agent economy
3. The name is absent
4. From Aurora Borealis to Carpathians. Searching the Road to Regional and Rural Development
5. 09-01 "Resources, Rules and International Political Economy: The Politics of Development in the WTO"
6. The name is absent
7. The name is absent
8. SOME ISSUES CONCERNING SPECIFICATION AND INTERPRETATION OF OUTDOOR RECREATION DEMAND MODELS
9. Alzheimer’s Disease and Herpes Simplex Encephalitis
10. The name is absent